Arasındaki fark
döküm kalıbıve plastik kalıp
1. Kalıp döküm kalıbının enjeksiyon basıncı büyüktür, bu nedenle deformasyonu önlemek için şablonun nispeten kalın olması gerekir.
2. Döküm kalıbının kapısı, enjeksiyon kalıbının kapısından farklıdır ve akışı ayrıştırmak için bölünmüş koninin yüksek basıncı gereklidir.
3. Kalıp boşluğundaki sıcaklık, kalıp döküm sırasında 700 dereceyi aştığından, kalıp döküm kalıbı göbeğinin söndürülmesi gerekmez. Bu nedenle, her kalıplama bir kez söndürmeye eşdeğerdir. Boşluk giderek daha da zorlaşacaktır. Genel enjeksiyon kalıbı, HRC52'nin üzerine kadar söndürülmelidir.
4. Döküm kalıpları, alaşımın boşluğa yapışmasını önlemek için genellikle boşlukta nitrürlemeye ihtiyaç duyar.
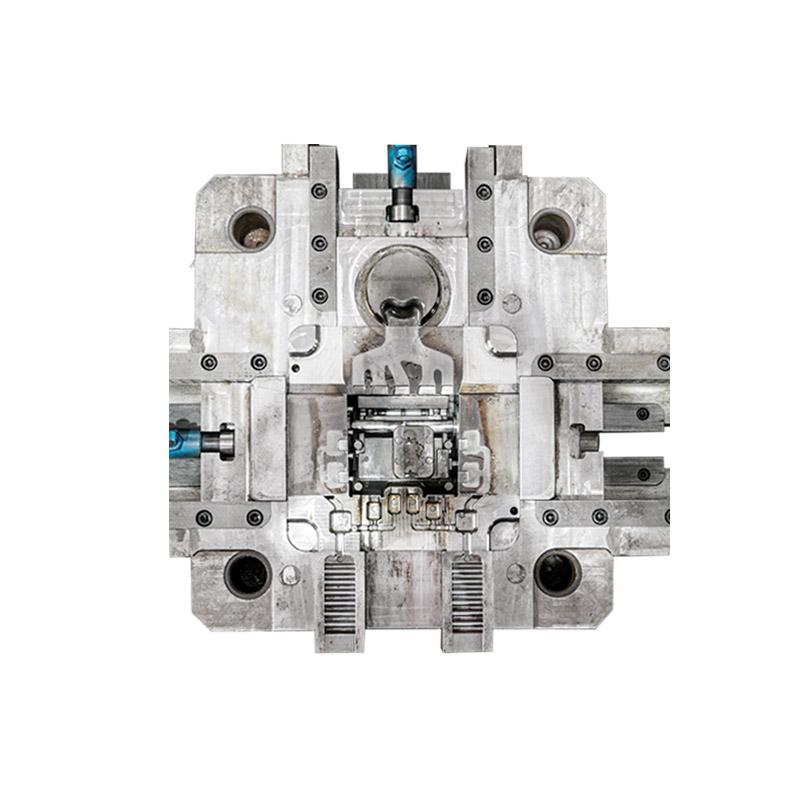
5. Genel olarak, kalıp döküm kalıbı nispeten aşınmıştır ve dış yüzey genellikle maviye boyanmıştır.
6. Enjeksiyon kalıbı ile karşılaştırıldığında, kalıp döküm kalıbının hareketli parçasının montaj boşluğu daha büyüktür, çünkü kalıp döküm işleminin yüksek sıcaklığı termal genleşmeye neden olur ve boşluk çok küçükse, kalıp mahsur kalmak.
7. Alaşımın akışkanlığı plastiğinkinden çok daha iyi olduğu için, döküm kalıbının ayırma yüzeyi daha yüksek gereksinimlere sahiptir. Yüksek sıcaklık ve yüksek basınçlı malzemenin ayırma yüzeyinden dışarı fırlaması çok tehlikelidir.
8. Enjeksiyon kalıbı genellikle yüksük, ayırma yüzeyi vb. tarafından boşaltılır ve kalıp döküm kalıbı bir egzoz oluğu ve bir cüruf toplama torbasına sahip olmalıdır;
9. Kalıplama tutarsızdır, kalıp döküm kalıbının enjeksiyon hızı hızlıdır ve enjeksiyon basıncı bir aşamalıdır. Plastik kalıplar genellikle birkaç bölüme enjekte edilir ve basınç altında tutulur.
10. Pres döküm kalıpları, tek seferde açılan iki plakalı kalıplardır. Farklı plastik kalıpların farklı ürün yapıları vardır. Üç plakalı kalıplar yaygındır ve kalıp açıklıklarının sayısı ve sırası kalıp yapısı ile eşleştirilir. Döküm kalıpları genellikle, sıkışması kolay olan ve kararsız kalıp üretimine yol açan kare yüksükler, silindirler ve eğik pimler (yüksek sıcaklık ve çözeltinin iyi akışkanlığı) kullanmaz.